
Kategorie:
Frézování v závislosti otáčení frézy a posuvu obráběného dílce
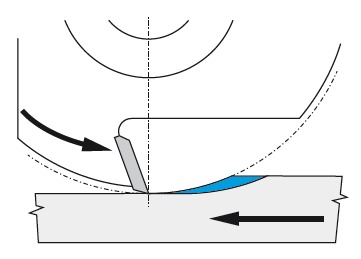
a) Nesousledné frézování
Fréza se otáčí proti směru posuvu. Průřez třísky se postupně zvětšuje od nuly do maximální tloušťky. Nevýhodou je, že břit zubu na začátku řezu klouže po obrobené ploše, odírá se, zahřívá a otupuje. Pak vnikne do dílce, což zhoršuje jakost opracování a celkovou životnost ostří nástroje. Výsledná řezná síla směřuje ven z obráběného dílce, což je nepříznivé u frézování proti směru vláken. Tento druh frézování se používá především u nástrojů s ručním posuvem (MAN).
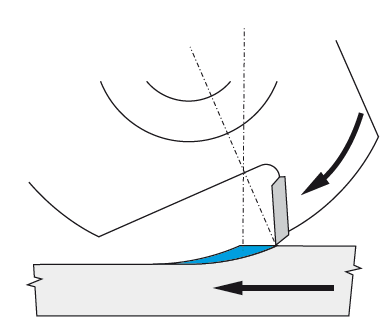
b) Sousledné frézování
Fréza se otáčí ve směru posuvu. Břity zubů se postupně zařezávají od maximální tloušťky třísky a končí na obrobené ploše. Plochy takto obrobené jsou hladší a ostří nástroje dosahuje vyšší životnosti. Řezná síla působí příznivěji, neboť směřuje do obráběného dílce. Nevýhodou sousledného frézování jsou silové rázy při záběru každého zubu, což vyžaduje frézky a podávací zařízení tuhých konstrukcí. Tento druh frézování se používá pouze u nástrojů se strojním posuvem.
Nejste si stoprocentně jistí, co zkratky v tabulkách znamenají? To není žádná ostuda! V legendě si můžete ověřit, zda jste si to mysleli správně, případně se vzdělat v ostatních zkratkách. Lepší se podívat, než objednat špatně.
